



深圳市顺隆线业有限公司
卢先生:13502807605
电话:0755-28706782
传真:0755-28705180
地址:深圳市龙岗区坪地街道中心社区富心路4-2号
前 言
本标准是对GB/T6834—1986《棉蜡光缝纫线》、GB/T 6835—1997《绵缝纫线》、GB/T 6836—1997《涤纶缝纫线》、GB/T 6838—1986《缝纫线试验方法》、GB/T 6841—1986《缝纫线验收规则》、GB/T 6842—1986《缝纫线包装标志和运输保管》六项标准整合修订。
本标准与JISL 2101:2000《棉缝纫线》、JIS L 2511:2000《涤纶缝纫线》的一致性程度为非等效,采用以下指标值为本标准技术要求中相关指标制定的依据:
——线密度偏差率;
——单线断裂强力;
——单线断裂强力变异系数。
本标准与GB/T6834—1986、GB/T6835—1997、GB/T6836—1997、GB/T6838—1986、GB/T6841—1986、GB/T6842—1986相比只要变化如下:
——内在质量、外观质量指标分为优等品、一等品、合格品;
——增加术语和定义一章;
——单线断裂强力要求适当提高;
——单线断裂强力变异系数要求提高;
——色牢度指标要求提高;
——色差、色花、夹心要求提高;
——成包回潮率要求提高。
本标准由中纺织工业协会提出。
本标准由上海市纺织工业技术监督所归口。
本标准起草单位:华美线业有限公司、上海市纺织工业技术监督所。
本标准所代替标准的历次版本发布情况为:
——GB/T6834—1986;
——GB/T6835—1997;
——GB/T6836—1997;
——GB/T6838—1986;
——GB/T6841—1986;
——GB/T6842—1986。
缝纫线
1 范围
本标准规定克涤纶缝纫线、棉缝纫线、棉蜡光缝纫线产品的术语和定义、要求、分等规定、试验方法、验收规定、包装标志和运输保管。
本标准适用于鉴定涤纶缝纫线、棉缝纫线、棉蜡光缝纫线的品质。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不保护勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB 250 评定变色用灰色样卡
GB 251 评定沾色用灰色样卡
GB/T 2543.1 纺织品 纱线年度的测定 第1部分:直接计算法
GB/T 3916 纺织品 卷装纱 单根纱线断裂强力和断裂伸长率的测定
GB/T 3920 纺织品 色牢度试验 耐磨檫色牢度
GB/T 3921.3 纺织品 色牢度试验 耐洗色牢度:试验3
GB/T 4743—1995 纱线线密度的测定 绞纱法
GB/T 4856 针棉织品包装
GB 5296.4 消费品使用说明 纺织品和服装使用说明
GB 18401 纺织产品基本安全技术规范
3 术语和定义
下列术语和定义适用于本标准。
3.1
棉丝光缝纫线 cotton mercerized sewingthreads
经丝光处理的棉缝纫线。
3.2
棉无光缝纫线 grey cotton sewing threads
不经丝光处理的棉缝纫线。
4 要求
4.1 棉缝纫线、棉蜡光缝纫线、涤纶缝纫线的要求
棉缝纫线、棉蜡光缝纫线、涤纶缝纫线的要求分为内在质量和外观质量。内在质量包括单线断裂强力、线密度偏差率、单线断裂强力变异系数、耐洗色牢度、耐摩擦色牢度、长度允许偏差率、结头个数等7项。外观质量包括表面结头、油污、色差、色花、夹心等8项瑕疵点。
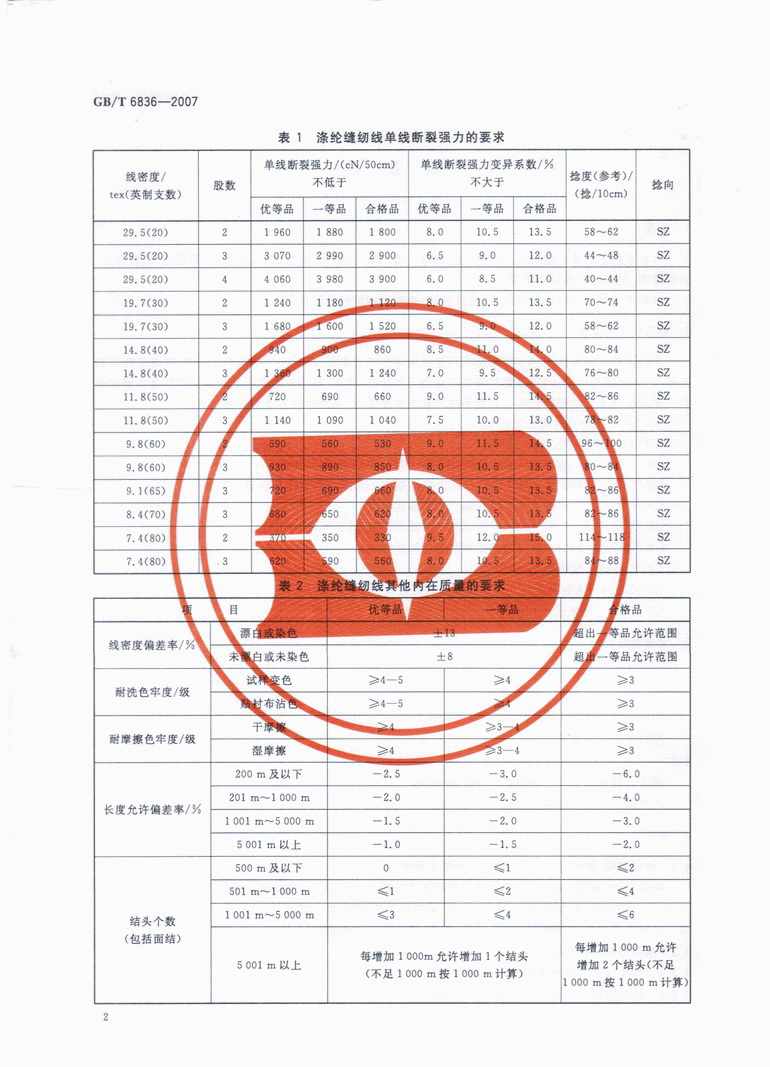
4.2 涤纶缝纫线的内在质量
4.2.1 涤纶缝纫线单线断裂强力的要求见表1。
4.2.2 涤纶缝纫线其他内在质量的要求见表2。
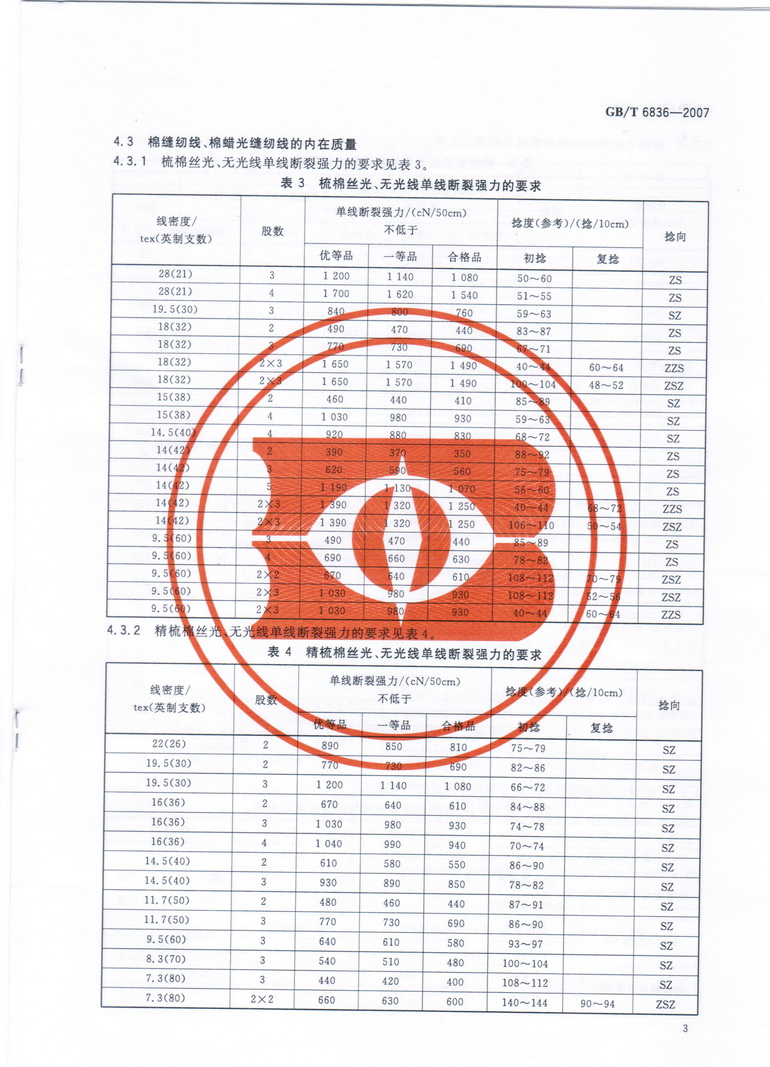
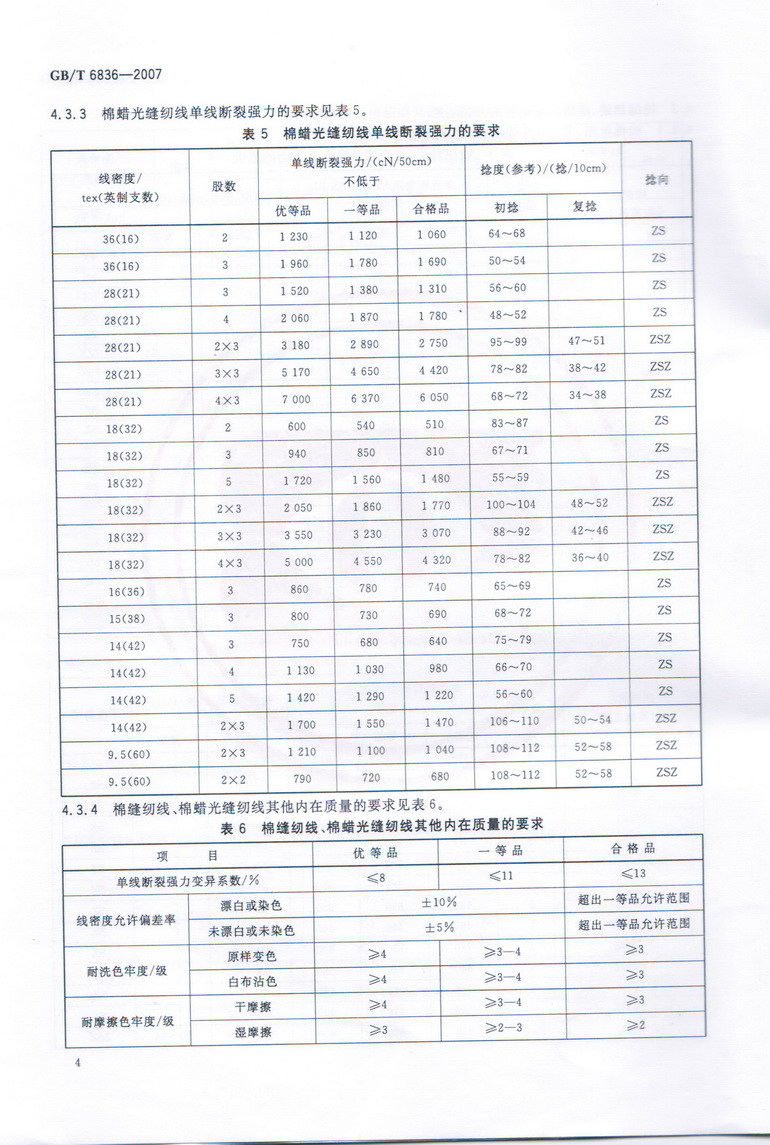
4.3 棉缝纫线、棉蜡光缝纫线的内在质量
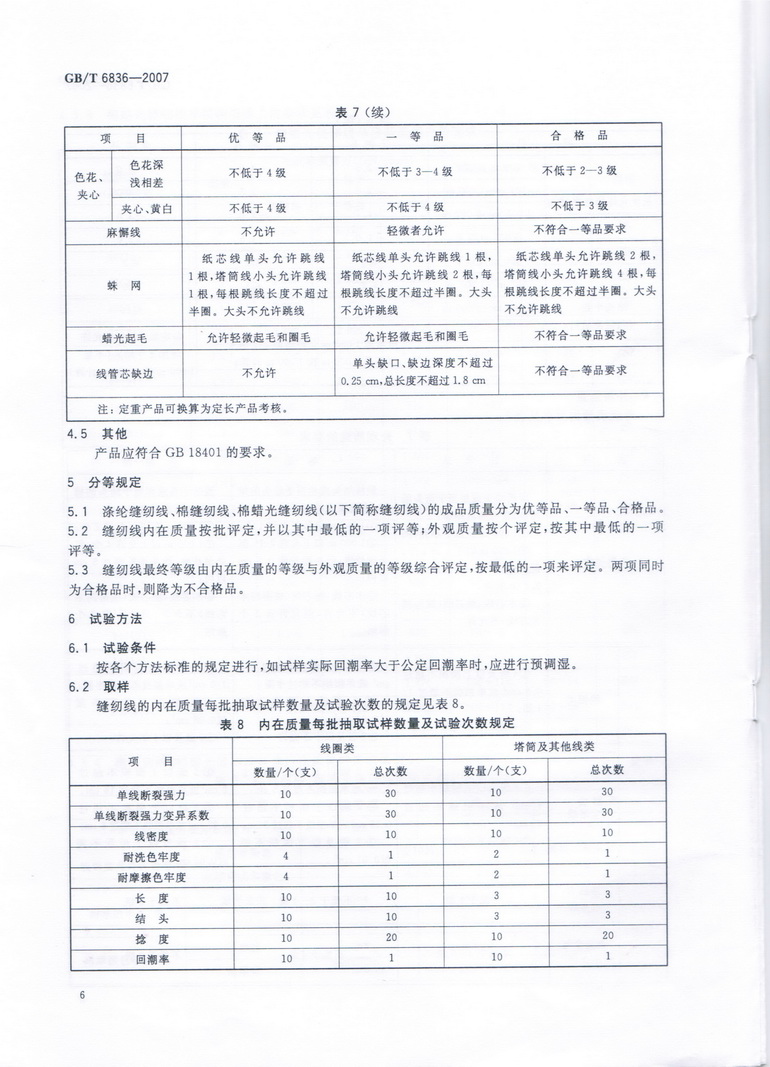
6.3 单线断裂强力和单线断裂强力变异系数的试验方法
按GB/T3916执行
6.4 线密度的试验方法
按GB/T4743—1995中的方法3执行,线密度偏差率按(1)计算。
Tt — T0
Dr = ——— X 100....................................................(1)
T0
式中:
Dt —— 缝纫线线密度偏差率,%;
Tt —— 缝纫线的实际线密度,单位为特克斯(tex);
T0 —— 缝纫线的公称线密度,单位为特克斯(tex)。
6.5 耐洗色牢度的试验方法
按GB/T3921.3执行。
6.6 耐摩擦色牢度的试验方法
按GB/T3920执行。
6.7 长度试验
6.8 结头试验
6.9 捻度的试验方法
按GB/T2543.1 执行。
6.10 回潮率试验
m l — m 2
W = ——— X 100....................................................(2)
m 2
式中:
W——回潮率,%;
m l ——缝纫线烘前重量,单位为克(g);
m 2 ——缝纫线烘后干燥重量,单位为克(g)。
6.11 外观质量检验
采用室内北向自然光源,如光源不足,照度低于400 1x 时,可用标准光源或近似40 W正常青光日光灯在(70 ± 10)cm 距离间补足照度。
外观质量检验取样数量规定见表9。
表9 外观质量检验取样数量规定
| 每批数量 (最小包装) | 50及以下 | 51~100 | 101~500 | 501~1000 | 1001~2000 | 2001以上 |
| 取样数量 (最小包装) | 2 | 4 | 5 | 10 | 15 | 20 |
外观质量检验中,除污渍的深度按GB 251评定,色差、色花、夹心按GB 250 评定外,其余内容按目测评定。
7 验收规则
7.1 收货方在收到缝纫线时立即进行验收,如不验收,可按供货方检验结果收货。
7.2 外观质量验收按6.11执行。
外观质量漏验率5%及以内者,其漏验部分产品应当场调换。如漏验率超过5%不超过7%,允许复验一次,如复验后又超过5%,则该批成品应重新整理,经复验合格方可出厂。如漏验率超过7%,不允许复验,作退货处理。
7.3 内在质量验收按6.1~6.10执行。
若收货方对内在质量项目进行抽验,其结果达不到标准规定时,可由双方共同重新抽取相同数量的产品进行复验,复验结果应为该批产品的最终结果。
7.4 出厂成包回潮率要求:棉丝光、天光线部超过10%;棉蜡光木纱团、蜡光纸纱团、宝塔线、粗支蜡绞线不超过12%。
8 包装标志
8.1 包装标识应明确、清晰、项目齐全、便于识别,按GB 5296.4 相关要求执行。
8.2 包装应按GB/T 4856 要求执行。
8.3 如有特殊要求,供需双方另定协议。
9 运输保管
9.1 缝纫线在运输过程中,应有严密遮盖,不能受雨,受潮、暴晒和高温烘焙,以防变质。
9.2 缝纫线应堆放在干燥仓库,应保存在离地基5cm 以上,四周空隙10cm 以上处,并作好通风散湿工作,以防受潮。
9.3 缝纫线存放应先进先出,并经常翻堆检查。
9.4 工厂交货后,如因运输、存储、保管不善,以致产品质量受到影响或发生质变时,应由责任方负责。若不能确定运输、储存或保管的因素影响时,应由供需双方共同研究分析,分清责任,由责任方负责。
 粤公网安备 44030702001712号
粤公网安备 44030702001712号




